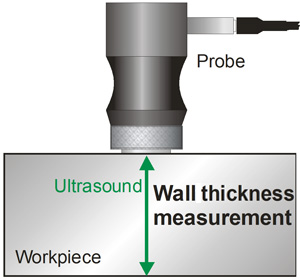
Скорость звука постоянна для материала и составляет 330 м / с в воздухе (при 0 ° C; 344 м / с при 20 ° C) и 5920 м / с в стали. Если скорость звука в исследуемом материале известна, глубина дефекта может быть определена довольно точно по времени прохождения ультразвука. Если оценивается время прохождения до противоположной задней стенки, ультразвуковой метод также может использоваться для измерения толщины стенки. Здесь может быть достигнуто разрешение вплоть до микрометрового диапазона.
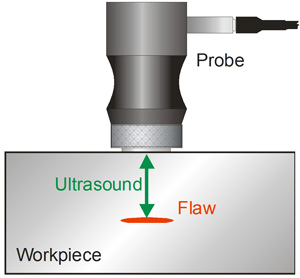
Намного сложнее обстоят дела с определением размера дефекта. К сожалению, точных методов оценки не существует. Поэтому амплитуду отраженного ультразвукового сигнала обычно сравнивают с амплитудами отражения эталонных дефектов.
Размеры дефектов, которые можно обнаружить, находятся в диапазоне длин волн ультразвука. При благоприятных условиях этот диапазон может начинаться с нескольких десятых миллиметра. В менее благоприятных случаях дефекты могут быть обнаружены только размером от миллиметра и выше.